高铁刹车会失灵吗?刹车盘铸造过程中,如何防止气孔和夹杂的生成

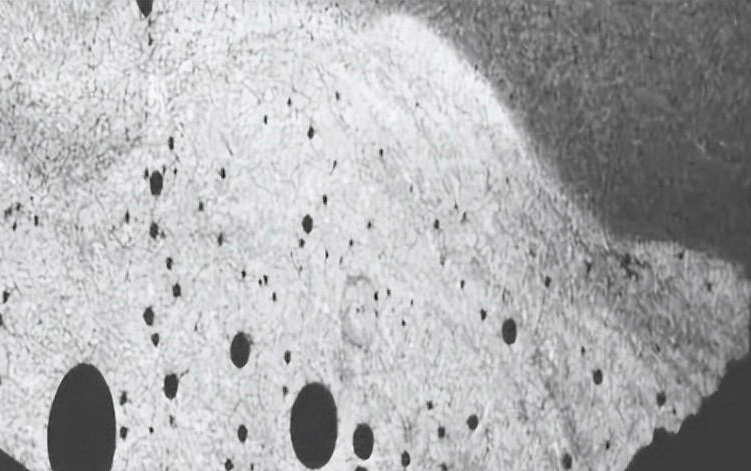
气孔和夹杂是高铁刹车盘铸造过程中常见的缺陷,气孔是由于铸造过程中液态金属内溶解的气体无法完全排出而形成的孔洞,而夹杂是指铸件中的非金属杂质或金属夹杂物。
尽管气孔和夹杂在高铁刹车盘铸造中经常出现,但它们都对铸件的质量和性能造成不利影响,气孔的存在会导致刹车盘的强度降低,容易引起裂纹,并且在使用过程中可能导致刹车盘失效,夹杂物则可能导致材料的局部脆化或疲劳寿命降低。
为了有效防止气孔和夹杂的生成,需要采取一系列的措施,首先,要严格控制铸造过程中的操作参数,包括浇注温度和速度,只要控制好浇注温度和速度,即使材料内存在气体也能够得到有效排出,从而减少气孔的形成,此外,适当调整砂型和砂芯制备过程,确保砂型中的气体能够顺利逸出,减少气孔的形成。
不管是气孔还是夹杂,合适的熔炼和处理方法也是至关重要的,选择合适的原材料,进行有效的预处理,可以降低原材料中夹杂物的含量,减少夹杂的发生,此外,加强铸造设备的维护和检修,确保设备的性能稳定,也能够有效减少夹杂物的生成。
虽然气孔和夹杂是高铁刹车盘铸造过程中常见的缺陷,但通过控制铸造工艺参数、优化原材料选择和准备,以及加强设备管理,这些缺陷是可以得到有效防止的,只要我们按照上述方法,并持续进行质量控制和改进,就能够提高高铁刹车盘的质量和性能,确保其安全可靠地运行。
砂眼和缺损
砂眼和缺损是高铁刹车盘铸造过程中常见的缺陷,对产品质量和安全性产生重要影响,砂眼是指铸件表面或内部出现的凹陷,而缺损是指铸件表面或内部存在的明显缺陷或缺失。
尽管铸造过程中可以采取一系列措施来防止砂眼和缺损的产生,但是由于各种因素的影响,仍然存在一定的风险。
就砂眼而言,它主要是由于铸造过程中砂芯或砂型材料中的气体未能完全排除所致,尽管在砂芯制备过程中可以采用排气措施,但是在实际操作中,由于砂芯材料的性质或工艺参数的控制不当,砂眼的产生仍然存在一定的可能性,而且,即使采取了排气措施,砂眼的大小和数量也可能因为操作不当而超出规定范围。
与此同时,缺损问题也是铸造过程中需要关注的重要方面,缺损可能由于铸型中的夹杂物、金属液气体过饱和、冷却速度过快等原因引起,尽管可以通过材料准备和工艺参数的调整来减少缺损的发生,但是由于操作的复杂性和多样性,完全消除缺损的风险是很难实现的。
要是能够在铸造过程中严格控制砂芯材料的质量,确保其内部气体含量符合要求,就可以有效减少砂眼的发生,此外,采用合适的砂型制备方法和工艺参数调整,可以改善铸件的凝固过程,降低缺损的风险。
然而,铸造过程中无论采取何种措施,都无法完全消除砂眼和缺损的发生,因此,为了确保产品质量,必须实施严格的质量控制和检测方法,通过目测、尺寸测量、X射线检测、声波检测以及金相显微镜观察等手段,可以及时发现并评估砂眼和缺损的存在,从而采取相应的措施进行修复或淘汰不合格产品。
总之,尽管砂眼和缺损是高铁刹车盘铸造过程中常见的缺陷,但通过合理的材料选择、工艺参数控制和设备条件提升,以及严格的质量控制和检测方法,可以最大程度地减少缺陷的产生,确保产品质量和安全性。
热裂纹和冷裂纹
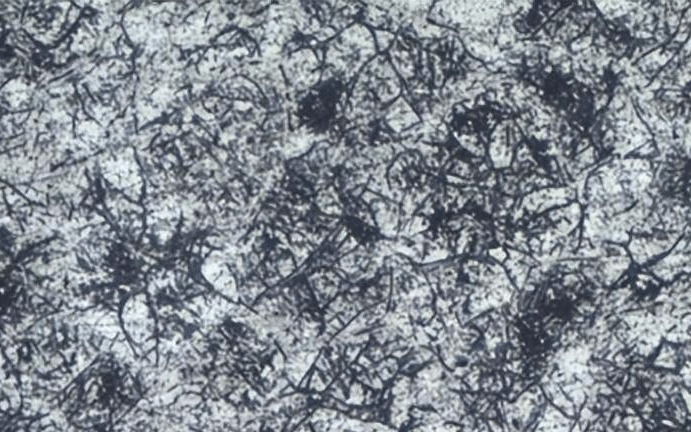
热裂纹和冷裂纹是高铁刹车盘铸造过程中常见的缺陷类型,热裂纹指的是在铸造过程中由于温度变化引起的裂纹,而冷裂纹则是在冷却过程中形成的裂纹,以下将详细介绍这两种裂纹的特点和成因。
热裂纹在高铁刹车盘铸造中是一个严重的问题,热裂纹的形成主要是由于材料在高温下存在的热应力和热应变不均匀,导致局部区域出现应力集中,进而引发裂纹的形成,热裂纹往往在浇注和冷却过程中出现,尽管铸造工艺参数得到了控制,但是由于材料的特性和铸件的几何形状等因素,热裂纹的形成仍然存在一定的风险,要是热裂纹产生,那么整个刹车盘的强度和耐久性将大大降低。
与热裂纹不同,冷裂纹是在刹车盘冷却过程中形成的,冷裂纹一般是由于材料的收缩不均匀造成的,当刹车盘从高温状态迅速冷却时,不同部位的收缩率不同,造成内部应力的积累,进而导致裂纹的产生,冷裂纹一般位于刹车盘的表面或近表面层,因此对于刹车盘的质量和安全性具有严重的影响。
为了防止热裂纹和冷裂纹的产生,需要采取一系列的措施,首先,要对材料进行严格的选择和准备,以确保其热膨胀系数和收缩率的匹配性,其次,在铸造过程中要精确控制浇注温度和速度,以减少温度梯度和应力的差异,此外,优化砂型和砂芯的制备过程,确保其有利于热传导和冷却的性能,同时,对于冷却过程,可以采用渐进式冷却方法,逐渐降低温度,减少应力的产生。
总之,热裂纹和冷裂纹在高铁刹车盘铸造中是常见的缺陷,会对刹车盘的质量和安全性产生重大影响,尽管防止热裂纹和冷裂纹的完全消除是困难的,但通过合理的材料选择、精确的工艺参数控制和优化的冷却过程,可以降低其发生的风险,提高刹车盘的质量和性能。
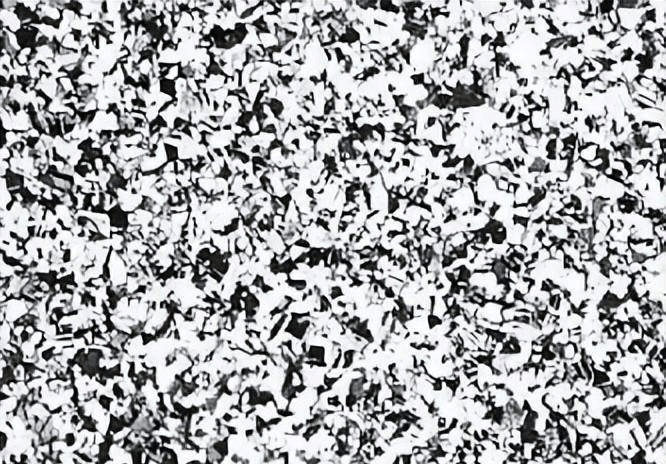
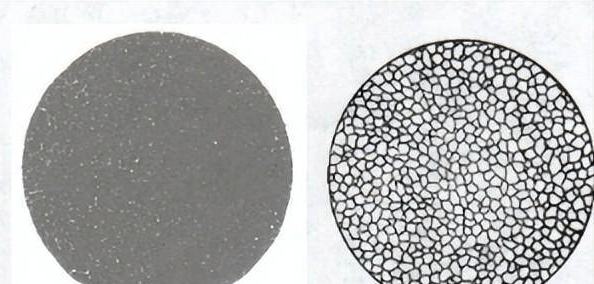
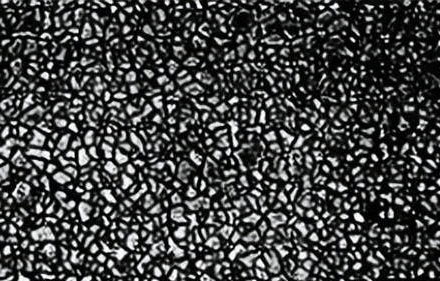
晶粒度异常
晶粒度异常是高铁刹车盘铸造过程中常见的缺陷之一,晶粒度异常指的是铸件内部晶粒尺寸不均匀或过大、过小的现象,晶粒度异常可能导致铸件的力学性能下降、脆性增加,甚至引发断裂等严重问题,因此,控制晶粒度异常是确保高铁刹车盘质量稳定的重要步骤。
尽管晶粒度异常可能由多种因素引起,但是合理选择和控制铸造工艺参数是预防该缺陷的关键,首先,浇注温度和速度对晶粒的形成有重要影响,要是温度过高或浇注速度过快,容易导致晶粒过大;相反,温度过低或浇注速度过慢,会使晶粒过小,因此,必须根据具体情况,按照工艺要求,精确控制浇注温度和速度。
其次,砂型和砂芯制备也对晶粒度产生影响,砂型的质量和砂芯的精度直接影响铸件的凝固过程,如果砂型质量不好或砂芯制备不当,会导致晶粒度异常,因此,必须选择合适的砂型材料,并严格按照工艺要求进行砂芯制备。
此外,铸造过程中的冷却条件也是控制晶粒度的重要因素,冷却速率过快或过慢都会导致晶粒度异常,尽管一边需要加快铸件的冷却速率以促进晶粒细化,但是过快的冷却速率可能导致晶核形成不完善,从而使晶粒度变大,因此,必须根据具体要求和材料特性,采用适当的冷却措施来控制晶粒度。
为了确保高铁刹车盘的质量,不光要控制上述工艺参数,还需要进行合适的质量控制和检测,金相显微镜观察可以直观地评估晶粒度异常情况,以及其他可能存在的缺陷,与其仅仅依靠目测和尺寸测量,金相显微镜观察可以提供更详细的信息,帮助及早发现并解决晶粒度异常问题。
综上所述,为了预防高铁刹车盘铸造中的晶粒度异常,必须按照合理的工艺要求和控制参数进行铸造,同时,合适的质量控制和检测方法也是确保铸件质量的关键,通过有效的控制和监测,可以保证高铁刹车盘的晶粒度均匀,提高其力学性能和可靠性。
严格控制原材料质量
严格控制原材料质量是防止高铁刹车盘铸造缺陷的关键措施,就原材料而言,其质量直接影响着最终产品的性能和可靠性,为了确保高铁刹车盘的质量,必须对原材料进行严格控制,不管采用何种材料,质量的稳定性和合格性都是至关重要的。
首先,只有选择合适的原材料,才能保证高铁刹车盘的质量,无论是金属合金、铸铁还是其他材料,其成分、强度、韧性等特性都需要符合相关标准和要求,为了确保原材料质量的稳定,必须与可靠的供应商合作,建立长期稳定的合作关系,这样可以确保供应商能够提供符合规定的原材料,减少质量波动的风险。
其次,按照规定的要求进行原材料检验是十分必要的,尽管供应商可能声称其原材料质量过硬,但仍需进行实际检测以验证其真实情况,虽然这可能增加一些成本和时间,但是为了确保原材料的质量合格,这是不可或缺的步骤,不管是化学成分分析、力学性能测试还是其他相关检验,都应严格按照检验标准进行,确保原材料质量符合要求。
此外,与其只是依靠外部检验,不如在供应商和生产环节中建立起有效的质量控制体系,一边要求供应商提供符合要求的原材料报告,另一边也要加强对原材料的内部检测,为了做到这一点,可以建立合适的实验室设施和检测手段,对每批原材料进行抽样检测,确保原材料的质量稳定和合格。
综上所述,严格控制原材料质量是防止高铁刹车盘铸造缺陷的重要措施,虽然这可能增加一些成本和时间,但只有在保证原材料质量的基础上,才能生产出高质量的刹车盘产品,确保高铁运行的安全和可靠性,因此,按照规定的要求选择、检验和控制原材料质量,是至关重要的步骤,也是确保产品质量的基石。
采用合适的材料处理方法
在材料处理过程中,选择合适的方法是至关重要的,一方面,材料的处理方法会直接影响到刹车盘的质量和性能;另一方面,不同的处理方法对于不同材料的适用性也有所差异,因此,只有根据材料的特性和要求,采用合适的处理方法,才能确保刹车盘的铸造质量。
要是处理材料时没有选择合适的方法,就有可能导致刹车盘铸造缺陷的产生,尽管在铸造过程中可能使用了高质量的原材料,但如果处理方法不当,仍然会影响最终产品的质量,虽然某些处理方法在一些情况下可能看起来简便或者成本较低,但如果不符合材料的特性,却会引发一系列问题。
然而,只有根据材料的性质选择合适的处理方法,并且严格按照正确的步骤进行操作,才能避免潜在的缺陷问题,无论是表面处理、热处理还是化学处理,都需要按照相应的工艺规范进行,不管是在淬火、回火还是退火过程中,都需要严格控制温度、时间和冷却速率,以确保材料的结构和性能达到设计要求。
为了确保材料处理方法的正确性,还需要进行全面的质量控制和检测,一边进行材料处理的过程中,需要进行实时监测和记录关键参数,以便及时发现异常情况并进行调整,与其事后对产品进行大规模的修复和改进,不如在处理过程中进行持续的监测和控制。
与材料的选择和准备相比,采用合适的材料处理方法可能更具挑战性,不但需要深入了解材料的性质和特点,还需要具备相应的工艺知识和技术能力,然而,只有在处理方法上下足功夫,才能最大程度地减少高铁刹车盘铸造缺陷的发生,并确保刹车盘的安全性和可靠性。
综上所述,采用合适的材料处理方法是防止高铁刹车盘铸造缺陷的关键步骤,只有按照正确的工艺规范和处理要求,针对材料的特性进行选择和操作,才能确保刹车盘的质量和性能达到设计要求,因此,无论是在材料处理过程中还是在质量控制环节,都需要高度重视合适的处理方法的应用。